宁波客户碳刷三轴自动焊锡机,苏州英舟航生产厂
时间:2017-12-26 17:34:43
来源:ww.sailing-1.com 作者:苏州自动焊锡机 点击:次
宁波客户
碳刷三轴自动焊锡机,
苏州英舟航
自动焊锡机生产厂家,已经连续三年无质量投诉
碳刷(Carbon brush)也叫电刷,作为一种滑动接触件,在许多电气设备中得到广泛的应用。碳刷在产品应用材质主要有石墨,浸脂石墨,金属(含铜,银)石墨。碳刷是电动机或发电机或其他旋转机械的固定部分和转动部分之间传递能量或信号的装置,它一般是纯碳加凝固剂制成,外型一般是方块,卡在金属支架上,里面有弹簧把它紧压在转轴上,电机转动的时候,将电能通过换相器输送给线圈,由于其主要成分是碳,称为碳刷,它是易磨损的。应定期维护更换,并清理积碳。
碳刷的样子有点像擦铅笔的橡皮条那样,顶上有导线引出。体积有大有小。碳刷作为一种滑动接触件,在许多电气设备中得到广泛的应用。产品材质主要有电化石墨,浸脂石墨,金属(含铜,银)石墨。
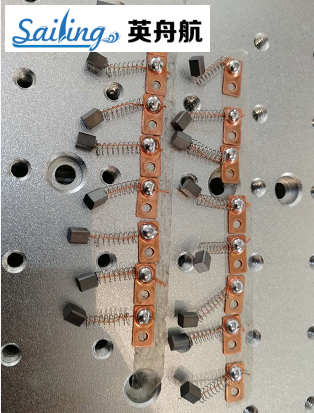
这么小的
碳刷,当然需要我们的自动焊锡机来完成它的焊接工艺了!
我们
苏州英舟航是专业生产
自动焊锡机的,丰富的经验,让我们更加加速的了解客户产品的焊锡工艺
碳刷它的作用主要是对金属磨擦的同时导电,它不象金属对金属磨擦导电时一样;金属对金属磨擦导电时,磨擦力可能会增大,同时交接的地方可能会烧结在一起;而碳刷则不会,因为碳和金属是两种不同的元素。它的用途多半都用在电动机上,型状是多种多样的,有方的有圆的等等。
碳刷适用于各种电动机、发电机、轮轴机。具有较好的换向性能,使用寿命长。碳刷是用于电机的换向器或滑环上,作为导出导入电流的滑动接触体,它的导电,导热以及润滑性能良好,并具有一定的机械强度和换向性火花的本能。几乎所有的电机都使用碳刷,它是电机的重要组成部件。广泛适用于各种交直流发电机,同步电动机,电瓶直流电动机,吊车电机集电环,各型电焊机等等。 随着科学技术的发展,电机的种类和使用的工况条件越来越多样化
具体作用
1.将外部电流(励磁电流)通过碳刷而加到转动的转子上(输入电流);
2.将大轴上的静电荷经过碳刷引入大地(接地碳刷)(输出电流);
3.将大轴(地)引至保护装置供转子接地保护及测量转子正负对地电压;
4.改变电流方向(在整流子电机中,电刷还起着换向作用)
除了感应式交流异步电动机没有外。其他的电机都有,只要转子有换向环的都有。
发电的原理,是磁场切割导线后,在导线产生电流。发电机是采用让磁场旋转的方法切割导线的。旋转磁场是转子,被切割的导线是定子。
良好标志
为保障电机的正常运行,碳刷使用性能良好标志应该为:
 电刷在电机里面
电刷在电机里面
a 在
换向器或集电环表面能较快形成一层均匀、适度和稳定的氧化薄膜。
b 碳刷的使用寿命长,并不磨损换向器或集电环
c 碳刷具有良好的换向和集流性能,使火花抑制在允许的范围内,并且能量损耗小。
d 碳刷运行时,不过热,噪音小,装配可靠,不破损。
碳刷安装
1.碳刷装入
刷握内要保证能够上下自由移动,碳刷与刷握内壁的间隙在0.1-0.3毫米之间,以避免碳刷和刷握之中因间隙过大产生摆动。刷握下边缘距整流子表面的距离应该保持在2毫米左右。
2.在同一台电机上,原则上应该使用同一种型号的碳刷,但对于个别换向特别困难的大中型电机,可采用双子碳刷,其滑入边采用润滑性能好,滑出边采用抑止火花能力强的碳刷,从而使碳刷的运行得到改善。
3. 施于同一台电机各碳刷的单位压力应力求均匀,以免电流分配不均,导致个别碳刷产生过热和火花。碳刷的单位压力应按“碳刷技术性能表”来选择,对于转速较高的电机或在振动条件下工作的电机,应适当提高单位压力,一保证正常工作。打个比方:牵引机电机的碳刷单位压力为0.4-0.6kgf/cm2。国民经济持续的快速发展,扩大了本已严峻的供电需求缺口,新建机组、各行业的自备电源系统和自备发动机系统的置备和安装应用,如“雨后春笋”随处可见。而发电机励磁系统的碳刷运行与维护技术是传统技术,多年来工艺和技术水平无实质性突破。所以,各方对发电机励磁系统关注不够,投入有限,进而导致励磁系统碳刷事故。近一个时期的多期安全通报,连续通报了数起大型发电机组,因碳刷或转子集电环故障引发的停机事故,给企业造成较大经济损失。当导入导出电流的碳刷运行中发生故障时,如何判别故障类型与性质,以便尽快消除故障,保证设备稳定运行,是大家需要认真思考的。笔者结合多年的工作实践,谈谈电机碳刷的应用体会供读者参考,以期共同避免碳刷事故的发生。
碳刷检测
1、从直观来看,电刷应当倒角得体、规格适当、结构规范、导线的截面和长度符合要求,没有松动、脱落、破损、掉边、掉角、卡箍等现象。
2、从使用来看,电刷使用性能良好的标志主要有以下几种情况:
(1)使用寿命长并不磨损换向器或集电环。
(2)具有良好的换向和集流性能,使火花抑制在允许的范围内,并且能量损耗小。
(3)电刷运行时,不过热,噪音小,不破损。
(4)运行过程中,能够在换向器或集电环表面较快地形成一层均匀、适度和稳定的氧化薄膜。
3、通过仪器对电刷进行检测。从技术层面看,电刷应当符合国家部颁标准。通过仪器可对电刷按照《电刷技术性能表》所要求的性能进行检测。如电刷的电阻率、洛氏硬度、体积密度、电流密度、接触电压降、摩擦系数、50小时磨损、允许圆周速度、单位压力,甚至金属含量的大小等等。
4、在同一电机上,应选择使用同一型号、同一制造厂的电刷。由于不同制造厂生产的电刷性能差别很大,甚至同一制造厂在不同时间生产的电刷性能也有所差别。因而,针对同一电机来说,应尽量选择同一型号同一制造厂,最好是同一时间生产的电刷,以防止由于电刷性能上的差异造成并联电刷电流分布的不平衡,影响电机的正常运行。
5、对于个别换向特别困难的大中型电机,可选择采用分辫电刷。目的是以增加电刷内短路电流的方式来改善换向性能。对于单向旋转换向困难的电机,可选择采用组合电刷。即滑入边选择使用润滑性能好、成膜能力强的低电阻值石墨基电化石墨电刷,滑出边选择使用换向性能好的高电阻率的炭黑基电化石墨电刷。这样既易形成氧化膜,又对换向性能起到极大的改善作用。在滑出边也可采用碳纤维复合电刷,突出利用其灭弧能力强的特点,从而使电机的运行取得最佳效果。
注意事项
1. 碳刷的引出线套有绝缘管的,应装在绝缘碳刷架内;引出线是裸铜线的,应装在搭铁碳刷架内。
2. 碳刷装入碳刷架上时,应注意曲面方向,装反会接触面过小,发电弱或不发电。
3. 碳刷在碳刷架内应能自由起落,如有发卡现象,应磨去多余部分。
4. 碳刷弹簧应压在碳刷正中,防止受力不均发生偏磨。
5. 碳刷与整流子的接触面积,应不小于全部接触面的3/4,碳刷不得有油污。
更换
注意事项
(1) 严禁两人同时工作;
(2) 工作时必须将衣服和袖口扣好,以免被转动部分绞伤;
(3) 工作时站在绝缘垫上;
(4) 严禁同时触摸两极或一极对地;
(5) 同一机组应使用同一型号碳刷;来源困难,可使用不同型号的碳刷(同一级仍然保证同一型号),但是必须事先征的领导同意;
(6) 在碳刷上部低于刷握或与刷握一样平时应立即更换。
更换情况
当碳刷出现以下几种情况时应进行更换:1、磨损严重(不足原长的1/3);2、损坏严重;3、碳刷与滑环接触面不足70%。
分类
金属石墨
该类碳刷的主要材料是
电解铜和石墨。根据使用需要有时也采用银粉(精密仪器上用的,非常贵)、铝粉、铅粉等其他金属,这些碳刷里面又有含黏结剂和不含黏结剂之分。这类碳刷既有石墨的摩擦特性又有金属的高导电性,因此,适用于高负荷和换向要求不高的低电压电机(如汽车启动马达等)。其圆周速度不超过30米/秒。
天然石墨
天然石墨是该类碳刷的主要原材料黏结剂采用沥青或树脂,经过烘焙或1000度烧结而成。这类电机有良好的润滑性能和
集流性能。多数用于运行平稳的中小型直流电机和高速汽轮发电机
集电环。
电化石墨
主要成分是碳黑、焦碳和石墨等各种碳素粉末材料组成,经2500度高温处理,使转化为微晶型人造石墨。这类碳刷具有优异的换向性和
自润滑性能,广泛用于各类交直流电机不但寿命长,而且对换向器的磨损小。
一般启动时电流偏大,有火花,正常运行时没有火花。可从以下几点排除:
1.检查电刷长度是否太短,到达生命线,导致压力过小电刷接触不上滑环;
2.检查弹簧压指压力是否合适,如果偏小会导致跳刷放电;
3.检查滑环表面光洁度,如果太毛会增大电刷接触电阻导致火花大;
4.检查转子电气,保证电阻正常,匝间没有短路;
5.检查轴承是否游隙过大,导致转子转动时滑环上电刷跳动量大,检查滑环表面径向跳动量是否过大。电刷弹刷引发产生火花;
6.另外电刷是否和以前使用的一致,电刷对导电电流和摩擦速度有要求的。
防范措施:
1、每天都应对碳刷和滑环进行检查,主要检查项目有:
(1)碳刷的磨损长度不超过2/3。当碳刷的磨损长度超过2/3(即碳刷的顶部与刷握的顶部在同一平面)时,必须将其更换。
(2)碳刷无冒火花情况。碳刷刚开始打火花时,就要查找原因,及时消除。
(3)碳刷无偏移滑环外侧现象,碳刷的边缘无崩裂情况。
(4)碳刷刷辫与刷架和碳刷的连接良好,无发热及碰触刷握的情况。
(5)碳刷在刷握内无跳动、摇动或卡涩的情况。
(6)定期用直流钳型表测量各碳刷的电流分担均匀,用红外线测温仪测量碳刷有无过热现象,如有异常应及时更换。
(7)弹簧压力正常,无变形和断裂现象。正常时各碳刷所受压力应均匀稳定,其单位压力通常在1.1kg~2.5kg之间,各碳刷之间的不均压力差应在5%以内。
(8)刷握与滑环的距离符合规定值。发电机刷握与滑环的距离:2.5~3 mm,主励刷握与滑环的距离:2~4 mm。
|
火花等级
|
火 花 性 质
|
决 定 机 组 能 否 运 行
|
|
0
|
无 火 花
|
正 常 运 行
|
|
1
|
约1/4的碳刷其小部分发生微弱火化点
|
对碳刷连续工作没有任何损害,故认为实际无火花换向,允许其存在
|
|
2
|
约有半数的碳刷发生细微火花
|
|
3
|
全部或大部分发生火花
|
连续工作时在滑环上呈现黑色痕迹
|
|
4
|
全部碳刷都发生相当大的火花,不允许运行
|
不 允 许 运 行
|
主要故障
火花产生的原因和排除的方法
1.导致原因 处理方法
a 附加极调整不良----------用分流或调整附加极气隙,或改换碳刷型号。
b 云母突出-------------下刻云母或使用磨蚀性较大的碳刷
c 换向器升高片连接处断开------ 重新焊接
d 碳刷位置不正确---------- 调整刷握至正确位置
e 刷握的间距或排列不匀------- 纠正刷握的间距和排列
f 换向器或集电环偏心---------最好在额定转速下车削或重新研磨
g 换向器松动,换向片有高低------ 紧固一下,车削或重新研磨
h 换向片有油污------------ 清扫换向片和密封轴承
i 碳刷粘附或滞留在刷握里--------检查碳刷尺寸是否正确,清扫碳刷和刷握除去任何毛刺
j 碳刷磨合不佳-------------磨合碳刷
k 碳刷型号不适合电机
2.关于碳刷的颤震原因 处理方法
a 换向片或云母突出-----------紧固换向器,下刻云母
b 刷握离开换向器或离集电环太远-----调整刷握至换向器的距离为2毫米
c 换向器或集电环椭圆----------车削或重新研磨换向器或集电环
d 刷握安装松动-------------安装紧固片
e 碳刷在刷握内太松-----------如果刷握磨耗,需更换新的
f 碳刷型号不合适
3.关于碳刷磨损不均匀的问题故障 处理方法
a. 电机过载--------------- 降低和限制电机负荷
b. 换向器或集电环上有油污--------清扫换向器或集电环
c. 碳刷和刷杆间的电阻不均等-------清扫和紧固连接处
问题原因
1、碳刷磨损严重。造成碳刷磨损严重的原因主要有以下几点:
a.滑环表面的光洁度。滑环表面光洁度越高,其摩擦系数越小,碳刷的磨损率就越低;
b.碳刷材质的影响。不同厂家、不同型号的碳刷的成分构造不同,磨损率也不同。选择同一种碳刷可以减少碳刷自身磨损率的不均衡,因此在更换碳刷时要选择相同牌号的碳刷;
c.弹簧压力的影响。弹簧压力过大,会造成碳刷的机械磨损增大;同时弹簧压力过小,虽然碳刷与滑环间摩擦小了,但接触不良容易产生火花,同样不可取;
d.电流的影响。一般,对于石墨碳刷,正极碳刷流过的电流要比负极碳刷流过的电流要大,因而正极碳刷磨损要比负极碳刷磨损大,且正极滑环的磨损要多于负极滑环。
2、碳刷冒火。造成碳刷冒火的原因主要有以下几点:
a.因流过碳刷的电流过大引起;
b.因碳刷卡涩,间断与滑环接触引起。
3、碳刷温度高。造成碳刷温度高的原因主要有以下几点:
a.励磁系统过负荷;
b.碳刷与滑环接触面较小;
c.碳刷自身的质量问题。
4、碳刷损坏严重。造成碳刷损坏严重的原因主要有以下几点:
a.碳刷温度高;
b.碳刷未打磨好;
c.机组振动大,并且碳刷在刷握内有卡涩现象;
d.碳刷质量差。
5、碳刷跳动。造成碳刷在机组运行中跳动的原因主要有以下几点:
a.因碳刷有破裂细块掉在刷握中;
型号选择
1.为保障电机的正常运行,正确选择碳刷型号是十分重要的,由于制造碳刷时所选用的原材料和工艺不同,其技术性能也有差异。因此在选择碳刷时,应该综合考虑碳刷的性能和电机对碳刷的要求。碳刷下边缘距整流子表面的距离应该保持在2毫米左右。如距离过小,刷握容易触伤换向器,距离过大,碳刷易颤动而导致破损。
2.碳刷使用性能良好标志应该为:
b 碳刷的使用寿命长,并不磨损换向器或集电环
d 碳刷运行时,不过热,噪音小,装配可靠,不破损。
3.碳刷磨损到一定程度要更换新的碳刷,碳刷最好一次全部更换,如果新旧混用,可能会出现电流分布不均匀的现象。对于大型机组,停机更换碳刷,势必影响生产,可以选择不停机,我们通常建议客户的做法是每次更换20%的碳刷(即每台电机的每个刷杆的20%),每次间隔时间为1-2周,待磨合再逐步更换其余碳刷,以保证机组的正常连续运行。
4.在同一台电机上,原则上应该使用同一种型号的碳刷,但对于个别换向特别困难的大中型电机,可采用双子碳刷,其滑入边采用润滑性能好,滑出边采用抑止火花能力强的碳刷,从而使碳刷的运行得到改善。
5.施于同一台电机各碳刷的单位压力应力求均匀,以免电流分配不均,导致个别碳刷产生过热和火花。碳刷的单位压力应按“碳刷技术性能表”来选择,对于转速较高的电机或在振动条件下工作的电机,应适当提高单位压力,一保证正常工作。打个比方:牵引机电机的碳刷单位压力为0.4-0.6kgf/cm2。
6. 为了使碳刷与换向器接触良好,新碳刷应该进行磨弧度,磨弧度一般在电机上进行。在碳刷与换向器之间放置一件细玻璃砂纸,在正常的弹簧压力下,沿电机旋转方向研磨碳刷,砂纸应该尽量粘紧换向器,直至碳刷弧面吻合,然后取下砂纸,用压缩空气吹净粉尘,再用软布擦拭干净。研磨碳刷不宜采用金刚砂纸,以防金刚砂颗粒嵌入换向器槽内,在电机运行时,擦伤碳刷和换向器表面。磨弧后,电机先20-30%以负荷运转数小时,使碳刷和换向器磨合,并建立均匀的氧化薄膜。再逐步提高电流至额定负荷。
通常碳刷单位压力过高,是碳刷的磨损加剧,单位压力过小,接触不稳定,容易出现机械火花。
关于碳刷型号的选择,对整个电机的运行稳定起很关键的作用
固定式直流电机
平云母:
工业规格——————————————D308D374LD214
分马力———————————————D308D374LD214
下刻云母:
无附加极——————————————D214D308D374b
有附加极:
小型——10千瓦以下———————--D104D214D172
中型——小于500千瓦:
速度低于18米/秒———————---D172D214
速度大于18米/秒———————---D172D374n
大型——大于500千瓦
速度低于18米/秒———————---D214D374b
速度低于18米/秒—————---——D374bD374nD376n
长期低负荷运行———————————D172nmD214
负荷波动严重————————————D374bD376n
轧钢
电动机—————————————D374bD214
轧钢发电机—————————————D374nD376n
电化学生产—————————————D308D214
高速励磁机—————————————D312D374bD374nD376n
旋转放大器和正交
磁场电机——————D308D252
旋转和电动变流机——————————D372D214D374n
故障处理
1.为保障电机的正常运行,正确选择电刷型号是十分重要的,由于制造电刷时所选用的原材料和工艺不同,其技术性能也有差异。因此在选择电刷时,应该综合考虑电刷的性能和电机对电刷的要求。
电刷使用性能良好标志应该为:
b 电刷的使用寿命长,并不磨损换向器或集电环
c 电刷具有良好的换向和集流性能,使火花抑制在允许的范围内,并且能量损耗小。
d 电刷运行时,不过热,噪音小,装配可靠,不破损。
2.电刷装入刷握内要保证能够上下自由移动,电刷与刷握内壁的间隙在0.1-0.3毫米之间,以避免电刷和刷握之中因间隙过大产生摆动。刷握下边缘距整流子表面的距离应该保持在2毫米左右。如距离过小,刷握容易触伤换向器,距离过大,电刷易颤动而导致破损。
3.在同一台电机上,原则上应该使用同一种型号的电刷,但对于个别换向特别困难的大中型电机,可采用双子电刷,其滑入边采用润滑性能好,滑出边采用抑止火花能力强的电刷,从而使电刷的运行得到改善。
4.电刷磨损到一定程度要更换新的电刷,电刷最好一次全部更换,如果新旧混用,可能会出现电流分布不均匀的现象。对于大型机组,停机更换电刷,势必影响生产,可以选择不停机,我们通常建议客户的做法是每次更换20%的电刷(即每台电机的每个刷杆的20%),每次间隔时间为1-2周,待磨合再逐步更换其余电刷,以保证机组的正常连续运行。
5. 为了使电刷与换向器接触良好,新电刷应该进行磨弧度,磨弧度一般在电机上进行。在电刷与换向器之间放置一件细玻璃砂纸,在正常的弹簧压力下,沿电机旋转方向研磨电刷,砂纸应该尽量粘紧换向器,直至电刷弧面吻合,然后取下砂纸,用压缩空气吹净粉尘,再用软布擦拭干净。研磨电刷不宜采用金刚砂纸,以防金刚砂颗粒嵌入换向器槽内,在电机运行时,擦伤电刷和换向器表面。磨弧后,电机先20-30%以负荷运转数小时,使电刷和换向器磨合,并建立均匀的氧化薄膜。再逐步提高电流至额定负荷。
6. 施于同一台电机各电刷的单位压力应力求均匀,以免电流分配不均,导致个别电刷产生过热和火花。电刷的单位压力应按“电刷技术性能表”来选择
日常维护
碳刷在运行过程中,应进行及时的维护。常会维护不好而造成事故,甚至停机停产。反之,加强对集电装置部分的维护,能及早发现问题和解决问题,可以免除很多事故的发生。带有换向器的电机,由于碳刷不但起传导电流的作用,而且还起换向作用,因而其监护工作量要大得多。经常和仔细观察换向火花的状态和特征是非常重要的。
直流电机换向火花的大小和状态,是影响换向诸因素综合作用的反映,是电机运行情况好坏的主要标志。因而仔细观察火花的产生及其变化规律,是分析火花产生的原因和采取措施来消除火花的根据。
电机运行时所产生火花的形态,通常分为点状火花(很微弱且不连续);粒状火花(较点状火花大,亮度也较点状火花强);火球状火花(在碳刷滑出边上停留或浮动的红色或白色的明亮球状火花);火舌状火花(在碳刷滑出时,火花拖长,有短火苗,一般为红色);爆鸣状火花(火花明亮,有较大的放电声响);飞溅状火花(火舌拖出较长,有火星飞越现象);环火状火花(碳刷滑出边火花拖长并附在换向器表面形成环火,严重时形成正负刷架间的弧光短路)。

